

Runājot par jūsu mehānisko sistēmu efektivitātes un ilgmūžības palielināšanu, ķēdes ratu izvēle ir ārkārtīgi svarīga. Apskatīsim svarīgākos materiālu, izmēru, konstrukciju un apkopes aspektus, kas pacels jūsu darbību jaunā līmenī.
Materiālu izvēleOptimizējot mehāniskās sistēmas, ķēdes zobratu materiālu izvēlei ir izšķiroša nozīme. Jūs vēlaties nodrošināt, lai jūsu ķēdes ratu zobiem būtu pietiekama kontakta noguruma izturība un nodilumizturība. Tāpēc bieži vien labākā izvēle ir augstas kvalitātes oglekļa tērauds, piemēram, 45. markas tērauds. Šādos kritiskos gadījumos apsveriet iespēju pāriet uz leģētajiem tēraudiem, piemēram, 40Cr vai 35SiMn, lai uzlabotu veiktspēju.
Lielākā daļa zobratu zobu tiek pakļauti termiskai apstrādei, lai sasniegtu virsmas cietību no 40 līdz 60 HRC, nodrošinot, ka tie var izturēt ekspluatācijas slodzi. Ir svarīgi atzīmēt, ka mazāki zobrati ieslēdzas biežāk nekā lielāki zobrati un saskaras ar lielākiem triecieniem. Tāpēc materiāliem, ko izmanto maziem zobratiem, jābūt labākiem nekā tiem, ko izmanto lielākiem zobratiem.
Zobratiem, kuriem jāiztur trieciena slodzes, lieliska izvēle ir zema oglekļa satura tērauds. Savukārt lietais tērauds ir ideāli piemērots zobratiem, kas nodilst, bet nesaskaras ar spēcīgām trieciena vibrācijām. Ja jūsu pielietojumam ir nepieciešama augsta izturība un nodilumizturība, leģētais tērauds ir pareizā izvēle.
Ieguldījumi pareizos materiālos jūsu ķēdes zobratiem ne tikai uzlabo to ilgmūžību, bet arī palielina jūsu mehānisko sistēmu kopējo efektivitāti. Nepiekāpieties kvalitātei — izvēlieties gudri un vērojiet, kā jūsu sniegums strauji pieaug!
Galvenie izmēri un strukturālās izvēles
Lai nodrošinātu optimālu veiktspēju, ir svarīgi izprast zobratu galvenos izmērus. Galvenie izmēri ietver zobu skaitu, soļa apļa diametru, ārējo diametru, saknes diametru, zoba augstumu virs soļa daudzstūra un zoba platumu. Soļa aplis ir aplis, uz kura atrodas ķēdes tapu centrs, vienmērīgi sadalīts ar ķēdes soli.Kā parādīts zemāk:
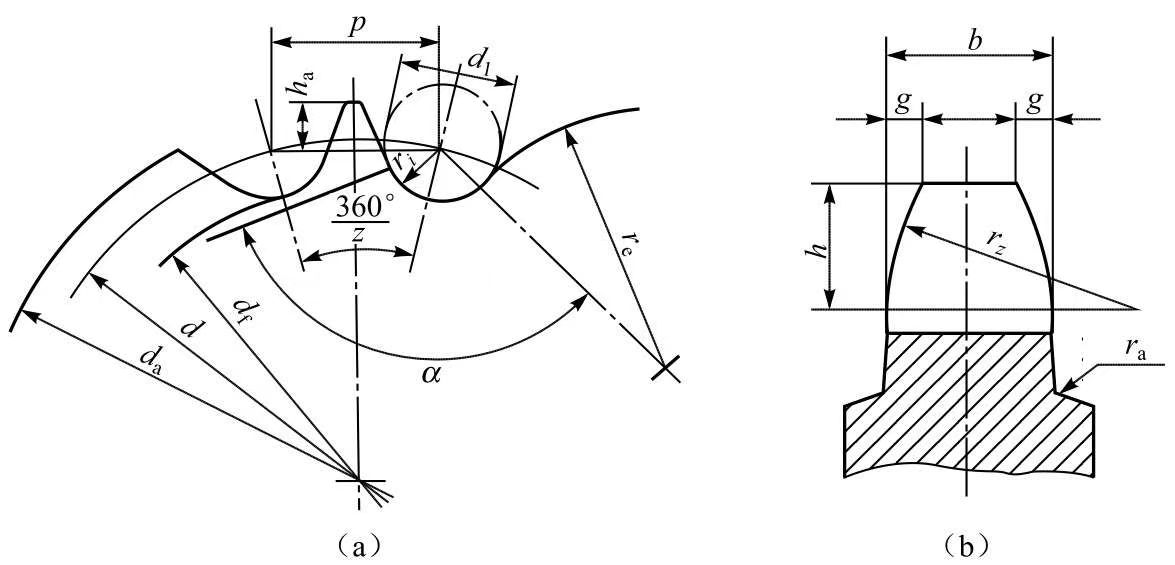
Zobrati ir pieejami dažādās konstrukcijas formās, tostarp viengabalaini, perforēti, metināti un salikti. Atkarībā no izmēra varat izvēlēties atbilstošu struktūru: maza diametra zobrati var būt viengabalaini, vidēja diametra zobrati bieži izmanto perforētu dizainu, bet liela diametra zobrati parasti apvieno dažādus materiālus zobu gredzenam un serdenim, kas savienoti ar metināšanu vai skrūvēm. Konkrētus piemērus skatiet Goodwill vietnē.zobratskatalogi.
Zobu dizains: efektivitātes sirds
Zobu skaits uz zobrata būtiski ietekmē transmisijas vienmērīgumu un kopējo kalpošanas laiku. Ir ļoti svarīgi izvēlēties atbilstošu zobu skaitu — ne pārāk daudz un ne pārāk maz. Pārmērīgs zobu skaits var saīsināt ķēdes kalpošanas laiku, savukārt pārāk mazs zobu skaits var izraisīt nevienmērību un palielinātu dinamisko slodzi. Lai mazinātu šīs problēmas, ieteicams ierobežot minimālo zobu skaitu uz maziem zobratiem, kas parasti ir Zmin ≥ 9. Zobu skaitu uz maziem zobratiem (Z1) var izvēlēties, pamatojoties uz ķēdes ātrumu, un pēc tam zobu skaitu uz lielā zobrata (Z2) var noteikt, izmantojot pārnesuma attiecību (Z2 = iZ). Vienmērīgam nodilumam zobrata zobu skaitam parasti jābūt nepāra skaitlim.

Optimāls ķēdes piedziņas izkārtojums
Jūsu ķēdes piedziņas izkārtojums ir tikpat svarīgs kā pašas sastāvdaļas. Vispārīgākais ķēdes piedziņas izkārtojums ir parādīts zemāk.
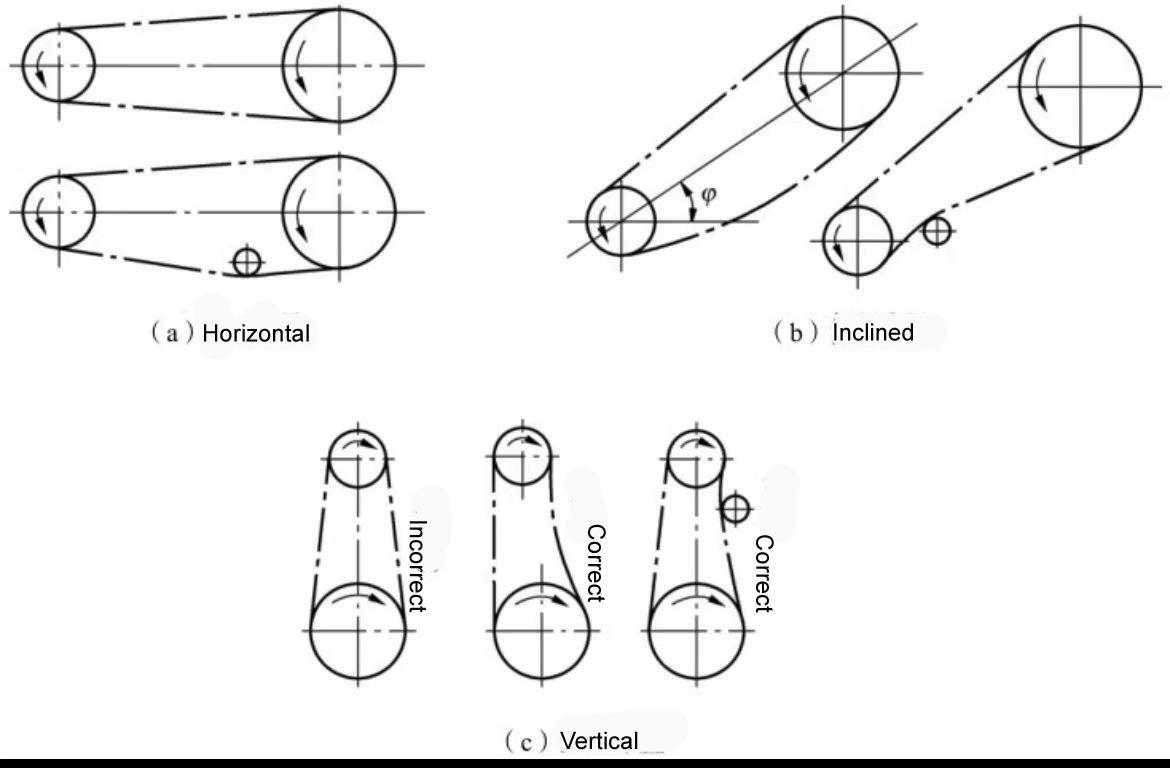
Horizontālais izkārtojums: pārliecinieties, vai abu ķēdes ratu rotācijas plaknes ir vienā vertikālajā plaknē un vai to asis ir paralēlas, lai novērstu ķēdes atvienošanos un neparastu nodilumu.
Slīps izkārtojums: Lai izvairītos no sliktas apakšējā zobrata saķeres, saglabājiet pēc iespējas mazāku leņķi starp abu zobratu centra līnijām un horizontālo līniju, ideālā gadījumā mazāku par 45°.
Vertikāls izkārtojums: Izvairieties no abu ķēdes ratu centra līniju novietošanas 90° leņķī; tā vietā nedaudz nobīdiet augšējo un apakšējo ķēdes ratu uz vienu pusi.
Ķēdes pozicionēšana: Novietojiet ķēdes ciešo pusi augšpusē un vaļīgo pusi apakšā, lai novērstu pārmērīgu noslīdēšanu, kas varētu traucēt ķēdes rata zobiem.
Spriegošana optimālai veiktspējai
Pareiza ķēdes piedziņas spriegošana ir ļoti svarīga, lai novērstu pārmērīgu noslīdējumu, kas var izraisīt sliktu saķeri un vibrācijas. Ja leņķis starp abu ķēdes ratu asīm pārsniedz 60°, parasti tiek izmantota spriegošanas ierīce.
Ir dažādas spriegošanas metodes, no kurām visizplatītākās ir centra attāluma regulēšana un spriegošanas ierīču izmantošana. Ja centra attālums ir regulējams, to var mainīt, lai sasniegtu vēlamo spriegojumu. Ja nē, var pievienot spriegošanas riteni, lai regulētu spriegojumu. Šis ritenis jānovieto mazā zobrata brīvās puses tuvumā, un tā diametram jābūt līdzīgam mazā zobrata diametram.
Eļļošanas nozīme
Eļļošana ir būtiska ķēdes piedziņu optimālai darbībai, īpaši ātrgaitas un lielas slodzes lietojumprogrammās. Pareiza eļļošana ievērojami samazina nodilumu, mazina triecienus, uzlabo kravnesību un pagarina ķēdes kalpošanas laiku. Tāpēc ir ļoti svarīgi izvēlēties atbilstošu eļļošanas metodi un smērvielas veidu, lai nodrošinātu efektīvu darbību.
Eļļošanas metodes:
Regulāra manuāla eļļošana: šī metode ietver eļļas kannas vai otas izmantošanu, lai uzklātu eļļu uz spraugām starp iekšējo un ārējo posmu plāksnēm ķēdes vaļīgajā pusē. Ieteicams šo uzdevumu veikt vienu reizi maiņā. Šī metode ir piemērota nekritiskām piedziņām ar ķēdes ātrumu v ≤ 4 m/s.
Pilienveida eļļas padeves eļļošana: Šai sistēmai ir vienkāršs ārējais apvalks, kurā eļļa tiek pilināta spraugās starp iekšējo un ārējo posmu plāksnēm brīvajā pusē caur eļļas krūzi un cauruli. Vienrindu ķēdēm eļļas padeves ātrums parasti ir 5–20 pilieni minūtē, un maksimālā vērtība tiek izmantota lielākos ātrumos. Šī metode ir piemērota piedziņām ar ķēdes ātrumu v ≤ 10 m/s.
Eļļošana eļļas vannā: šajā metodē ārējais apvalks bez noplūdes ļauj ķēdei iziet cauri noslēgtai eļļas tvertnei. Jāuzmanās, lai ķēde netiktu iegremdēta pārāk dziļi, jo pārmērīga iegremdēšana var izraisīt ievērojamus eļļas zudumus maisīšanas dēļ un var izraisīt eļļas pārkaršanu un bojāšanos. Parasti ieteicams iegremdēšanas dziļums 6–12 mm, tāpēc šī metode ir piemērota piedziņām ar ķēdes ātrumu v = 6–12 m/s.
Eļļošana ar šļakatu eļļu: Šī metode izmanto noslēgtu trauku, kurā eļļa tiek uzšļakstināta ar šļakatu plāksni. Pēc tam eļļa tiek novadīta uz ķēdi caur eļļas savākšanas ierīci uz korpusa. Šļakatu plāksnes iegremdēšanas dziļumam jābūt 12–15 mm, un šļakatu plāksnes ātrumam jāpārsniedz 3 m/s, lai nodrošinātu efektīvu eļļošanu.
Spiediena eļļošana: Šajā uzlabotajā metodē eļļa tiek izsmidzināta uz ķēdes, izmantojot eļļas sūkni, kuras sprausla ir stratēģiski novietota vietā, kur ķēde saķeras. Cirkulējošā eļļa ne tikai eļļo, bet arī nodrošina dzesēšanas efektu. Katras sprauslas eļļas padevi var noteikt, pamatojoties uz ķēdes soli un ātrumu, iepazīstoties ar attiecīgajām rokasgrāmatām, padarot šo metodi piemērotu lieljaudas piedziņām ar ķēdes ātrumu v ≥ 8 m/s.
Lai sasniegtu optimālu veiktspēju un efektivitāti jūsu mehāniskajās sistēmās, ir svarīgi izprast ķēdes zobratu izvēles un apkopes kritiskos aspektus. Neatstājiet savas tehnikas panākumus nejaušības ziņā — pieņemiet pārdomātus lēmumus, kas nodrošina ilgstošus rezultātus!
Pareizo materiālu, izmēru un apkopes stratēģiju izvēle ir būtiska, lai nodrošinātu jūsu darbības netraucētu un efektīvu norisi. Piešķirot šiem faktoriem prioritāti, jūs varat uzlabot sava aprīkojuma ilgmūžību un uzticamību.
Ja jums ir kādi jautājumi par zobratiem vai nepieciešama eksperta palīdzība, lūdzu, sazinieties ar mums pa e-pastuexport@cd-goodwill.comMūsu īpašā komanda ir gatava palīdzēt ar visām jūsu vajadzībām saistībā ar Sprocket!
Publicēšanas laiks: 2024. gada 21. novembris



